Converting organic waste material into re-usable energy is an important part of the governments overall strategy for achieving targets for zero food and packaging into landfill by 2015. Anaerobic digestion systems are increasingly playing a key role in this process and P&M Pumps Ltd have provided specialist knowledge and expertise to a number of the UK’s water utility companies. One recent example is an Advanced Digestion project where they were awarded the contract to design and manufacture suitable mixing systems for 4 anaerobic digesters at Dwr Cymru Welsh Water wastewater treatment works located at the Cardiff and Afan. The award of this contract followed many months of design and development by P&M in conjunction with the VAUGHAN Co. the original designers and supplier of the patented ROTAMIX system.
The main objectives:
The main design remit for these mixing systems was to provide optimum active volume mixing within the two sizes of digester proposed. Afan STW digesters required a working volume of 4300m³ with geometry of 17.8m deep x 17.2m Ø; the Cardiff digesters required 6500m³ with geometry of 20.2m deep x 20.2m Ø; while all digesters were to be new build and constructed from concrete.
Hydrolised sludge from the CAMBI process was to be fed into the digesters at a minimum of 10% DSC (Dried Solid Content). The requirements set by Welsh Water and by contractors Imtech Process, was to achieve a homogenous mix of the resulting digestate with an excellent level of active volume mixing. A CFD (Computational Fluid Dynamics) analysis was specifically calculated to develop the design and provided detailed data to all parties showing that the mixing systems offered would achieve this requirement and furthermore, backed this up with a 10 year warranty of all the internal mixing nozzle assemblies. Part of the design solution required by Welsh Water and contractors, Imtech Process, was to have the internal mixing system in a format that would allow the installation and removal of mixing nozzles without the need to empty a digester, stop or interrupt the digestion process nor loose gas during this operation.
A simple yet highly effective system:
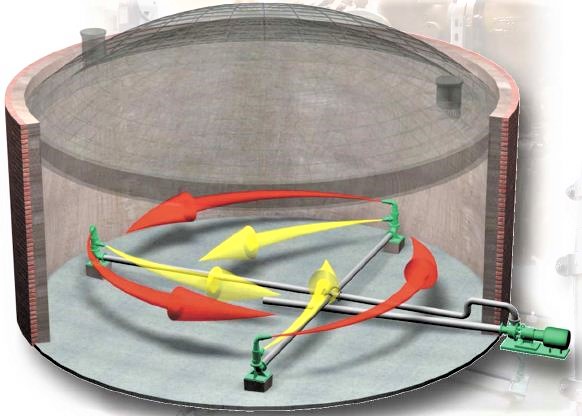
The principle of the system is relatively simple with a now patented ‘Drop-In’ Mixing Lance system that has a gas sleeve that seals with the top fluid level, allowing lance assemblies to be inserted and withdrawn without loosing gas pressure. Lances are inserted through the roof of the digester and locate on docking cones permanently installed on the floor of the vessel. These docking cones locate each lance; stopping deflection and ensuring correct alignment for optimum mixing efficiency. Nozzles are strategically placed along the lance to create the VAUGHAN verified dual zone mixing action; lower nozzles create rotation around and across the floor area whilst high level nozzles accelerate upper sludge volume inducing a coriolis effect which drafts high level sludge back down to the central suction points. Sludge is drawn out through the suction point to the VAUGHAN Chopper pumps which are located outside the vessel at ground level. The VAUGHAN Chopper Pumps are at the heart of all or digester mixing systems and each lance is powered by its own chopper pump ensuring that there is always mixing, even when a unit is out for maintenance.
The development of these high performance mixing systems is due to the inclusion of the VAUGHAN Chopper Pump. These robust and reliable pumps condition the sludge as it passes through the impeller cutter area and this reduces solid size as well as preventing reweave agglomeration of fibrous content. The continued conditioning of sludge enhances bio digestion as well as reducing the problems of rag mass down stream in the process.
Drop-in lance enhances process:
Using Drop-In Lance mixing systems has been a significant development in digester mixing technology, these lances allow for easy removal and installation. This facility offers users greater flexibility for future enhancements by adding advance pre-digestion processess such hydrolisation and pasteurisation as well as increases in dry solids loading, with little disruption to the biological process. The ability to maintain internals without needing to drain and enter the vessel removes the significant cost of disposing of high volumes of sludge.
Once the design of digesters was approved by Imtech Process detailed 3D drawings of the systems were produced to include within their design package. Construction of all 4 digesters (2 at Afan and 2 at Cardiff) were completed by Morgan Est. and Imtech on time, early April 2010 and mixing systems for each were delivered in accordance with the agreed contract dates.
P&M supervised the installation of lances into each digester; the two digesters at Afan were installed in one day and Cardiff within two days from first lift, with an average installation time of only 4 hours per vessel.
P&M designed and supplied a similar system into digesters at Anglian Water Kings Lynn STW, adding credence to designs and methodology. The Kings Lynn digestion has the most productive and efficient digester and this helped convince Welsh Water that pumped mixing was the right solution for these applications. These successes, in addition to the standard designs installed at other advanced digestion schemes at Cotton Valley, Great Billing, and Bran Sands and Frameworks held with Southern Water, has significantly increased the awareness of these systems. This has established P&M and VAUGHAN Co. as important players in digester mixing technology to the Anaerobic Digestion industry, not only in municipal applications but also in the rapid growth area of Bio Waste Industry.
A summary of the benefits:
The features and benefits of System Mix are; retained digester volume and minimal settlement during its working life, maximising solids reduction, continuous recirculation during mixing ensures full distribution and breakdown of solids, both mechanically and biologically, retained gas production is maintained to levels seen at system start without drop-off, minimal cleanout costs as the digester can be easily cleaned at minimal cost. And finally, low installation costs as all rotating equipment is externally mounted and internal equipment is easily installed.
Further information on ROTAMIX systems is available from:
Andy Parr Director P&M Pumps UK.
Tel: +44 (0) 1487 830123
Fax: 01487 832888
Email: sales@pumpmix.co.uk
Website: www.pumpmix.co.uk