Helping the municipal waste and Anaerobic Digestion (AD) industry by providing effective solutions to the problems of optimising and maintaining the performance of digesters has been a key objective for AD operators who inevitably want to achieve higher gas yields, reduce foaming and also eliminate the potential for maintenance problems. Furthermore, in today’s economic climate, it’s important for operators to fully utilise the sustainability benefits of their process plant which means each part of the AD process is under even closer scrutiny.
Since 2003 P&M Pumps, who market the ROTAMIX system have developed the widespread use and confidence of pumped mixing systems. Today, numerous AD operators across the UK are appreciating the benefits of the unique dual zone concept and the company is proud to acknowledge that 2012 was a significant turning point in its development. A fundamental part of this success is down to their ability to design and supply complete bespoke mixing systems. Supplying not just the hardware, but to design, innovate and provide assurances based on experience gained in the field, gives prospective customers the confidence to proceed with projects without fear of losing performance and capacity, which is so often seen following the initial phase of a process plant’s life cycle.
The types of feedstock available to non-municipal AD operators are quite diverse and this calls for a flexible and open approach to equipment selection. This is probably best explained by a phrase often heard when customers operating municipal digesters say “Our sludge is different”.
The company understand this and provide a case-by-case analysis of their customer’s requirements based on specific feedstock characteristics; such as solids content, (biological and non-biological), chemical imbalances likely to cause foaming and the ability to handle both deposition and floating scum simultaneously.
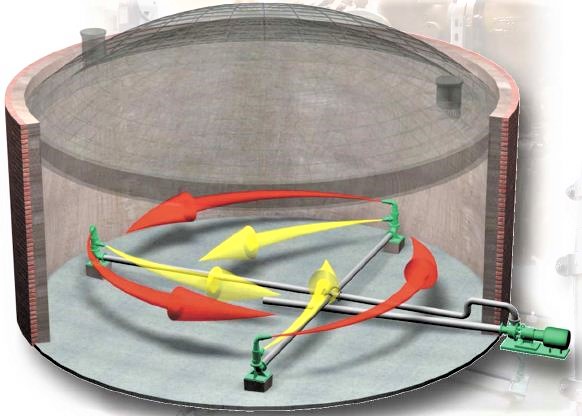
The combination of standard and bespoke pump and nozzle combinations in different materials and configurations are designed to accommodate existing and new build structures of varying volume and aspect ratios. This provides AD plant designers solutions to problems associated with other mixing technologies and this approach usually incorporates the basic ROTAMIX concept of dual zone mixing.
The ability to maintain a healthy, high yield digester can be affected by unstable biological issues that are often complicated by resulting issues, such as the formation of foam. It is likely that excess, valuable gas production has to be curtailed when gas creates a foaming situation and this is often attributed to over mixing and often the only way to prevent this is to ‘de-tune ‘ the digester.
In digesters where the feed material is quite benign, foaming is likely to be more easily controlled. Similarly, where the feed material varies in its ‘volatility’, steps need to be taken to quickly control the damage foam can cause both to process and in some cases, the equipment.
In addition to the well proven ROTAMIX floor mounted nozzle systems other options can also incorporate additional high level nozzles which act as ‘scum layer breakers’ and non-chemical foam suppression. These are appropriately called ‘SCUMBUSTER and FOAMBUSTER’ respectively. Foam busting is achieved by using digestate to spray coarse heavy droplets onto the foam, either continuously, or as required, using either a dedicated chopper pump and nozzle. This can also be achieved by designing the system to accommodate the additional flows and pressures required using the existing ROTAMIX mixing system with the pump operating with a variable speed drive to maintain best efficiency.
This has given AD operators the benefit of being able to apply a virtually universal solution to the problem of how to effectively suppress foam – whatever its cause.
One such pilot scheme required to provide a trial system for evaluation on one of five digesters at Anglian Water, Great Billing sewage treatment works. As this particular digester incorporated 3 roof mounted nozzles it was decided to modify one of these by reducing its length and adding a plume distributor plate, allowing around just over 10% of the recirculation flow to act as the foam buster. It was important for this work to be carried out without the need to empty the digester and with minimum impact on Great Billing’s overall sludge handling capacity. In extreme circumstances during 2012 this digester consumed a one cubic meter capacity IBC of anti foaming every 2 or 3 days. Following the installation of the trial system Anglian Water has calculated that this new arrangement has resulted in savings of approximately £20,000. This equates to a ‘payback’ in relation to their investment in the system, of less than two months. With plans to install similar foam suppression nozzles on the other 4 digesters at Great Billing, it is estimated that under ‘normal operating conditions’, the return on investment will be just six or seven months.
System Mix have completed successful digester mixing projects during 2012 and 2013 to Veolia, Shanks Waste Management, Fernbrook Bio, BioGen, Imtech, Black and Veatch, in addition to many of the larger UK waste water companies. This underlines the level of experience and expertise P&M Pumps have gained and is being put to good use in solving problems not associated with crop based AD applications.
The continuous development and understanding of the digestion process and with sludge rheology, plus a wealth of understanding of solids pumping and mixing, provides AD system operators with the confidence that they can install the ROTAMIX system, without fear of expensive downtime and poor performance.
Furthermore, by providing additional process performance guarantees, backed by CFD analysis (Computerised Fluid Dynamics) it is possible to show that over 95% of working volume is available ensuring that high volatile solids destruction and therefore gas production, is maintained through the life of the digester. It is demonstrates that when a comparison is made between a real time tracer test and a simulation on a working digester there are close similarities. This offers further savings and assurances that the requirement for expensive and sometimes inconclusive testing may not always be required.
Andy Parr Director
Tel: +44 (0) 1487 830123
Email: andy@pumpmix.co.uk
Website: www.pumpmix.co.uk